
John R. Bentley 2018.
Updating the Naphtha Launch Engine Model

This page, like its subject, is still under construction. I will try to get better pictures and edit the text as work progresses:-)
Great news!
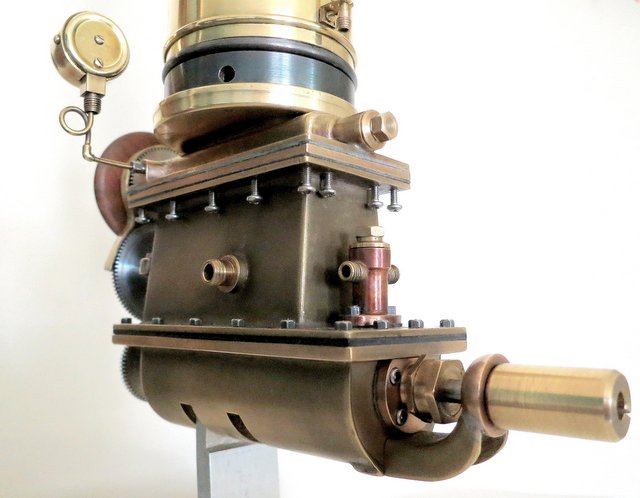
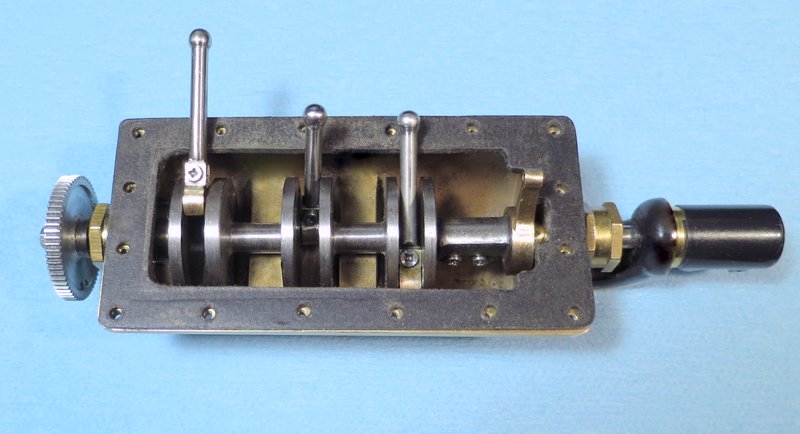
I included an external thrust bearing at the rear in this model
Changes:
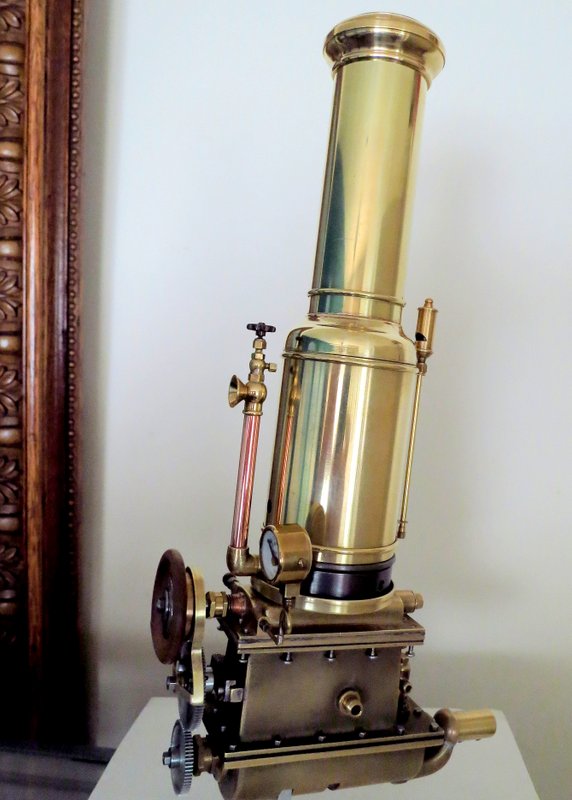
Naphtha engines in the US were made by The Gas Engine & Power Company in seven sizes from 1 hp to 16 hp. The company advertising claimed they had produced in excess of 5000 units by the end of a twenty year period. The smaller engines in this range were also constructed on a nearly identical design in Europe but in much smaller quantities, presumably under licence.
Information acquired from vintage advertising and other documents blurs the line regarding minor differences between the American and Swiss versions. Some engravings seem to be attributed to both versions but in general it seems that the US built units incorporated spoked timing wheels, a gear, a round drip pan below the firebox and two metal braces to support the "retort" or boiler/stack unit from beneath. European pictures suggest the Swiss made engines had solid wheel webs, no wheel guard, a rectangular drip pan and used shrouds to support the stack. Due to the differences in prototype versions in both horsepower and year of construction, I have chosen to make my model represent the type, rather than any one particular version.
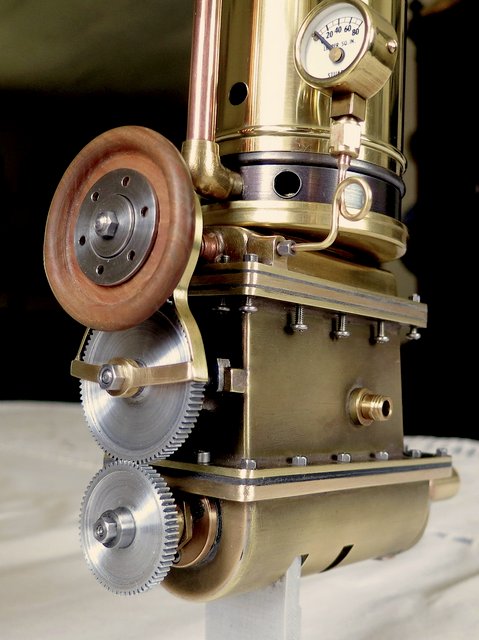
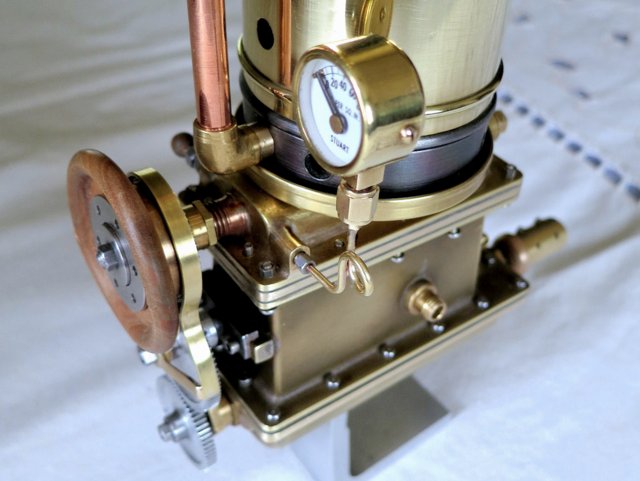
As the syphon is connected to high pressure naphtha vapor I chose to eliminate the bottom elbow which was on my original and simply use a bend for reliability and safety. Also visible above are the top of the timing gear guard (behind the wooden handwheel) and the drip pan under the firebox.
Most of the external portion of the model is now finished except for making a replacement wooden handwheel as the original was damaged when the engine fell over on my desk a few years ago. A small reduction in size of the stack cap might be worthwhile as it is presently slightly "exagerated". Also removal of some mass from the inside of this solid brass cap would help keep a lower overall center of gravity.
My approach in making these updates is to alter the most visible areas - notably to change the boiler jacket from copper to brass. The lower engine has already been painted black. Also the brass mixing tube on the front has been replaced with a copper version. The new boiler jacket is made from sheet brass and silver brazed to a brass T-section bar at the back. Brackets have been added at this joint to support the whistle pipe in much the same fashion as on the prototypes. My original pressure gauge syphon was blocked at the elbow from the outset so I made a new one-piece syphon for proper functioning. A Stuart 0-80 PSI gauge has been attached. The wooden knob on the safety valve was prone to pulling off from the stem as it was only threaded into the wood - a bronze insert has been added for peace of mind. In a moment of whimsy I also made a brass firebox drip pan and a timing gear guard.
At present I plan to keep the lower timing gears central discs unspoked and will probably paint them black. I also will retain the thrust block at the back of the engine as at least some of the original American versions had this useful attachment.
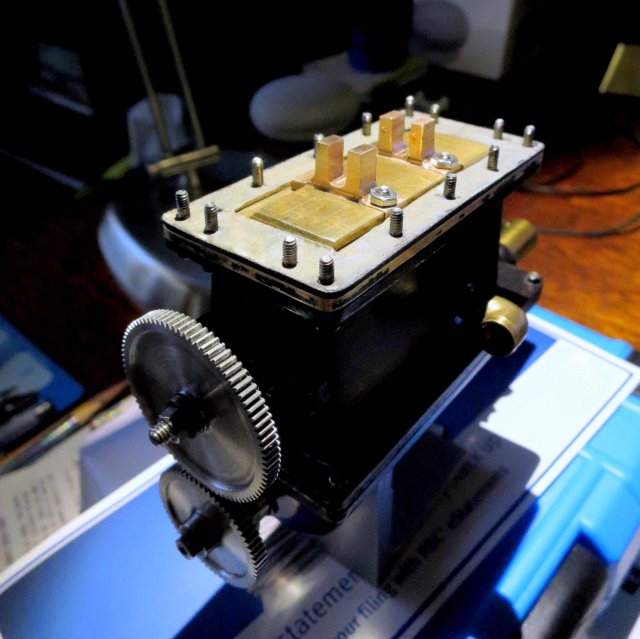
Recent work on the model has been happening sporadically whenever limited spare time presents itself. Consequently I have not been able to get many pictures during this minor construction. Obviously in many of these pictures the upper flange bolts need to be tightened. The sharp corners on the large rectangular flanges have since been be rounded off. The engine unit below the boiler has recently been be painted black as were the full size cast iron engines.
High-temperature black paint was applied to the engine
(Obviously lots of nuts and bolts missing in this shot taken while under construction)

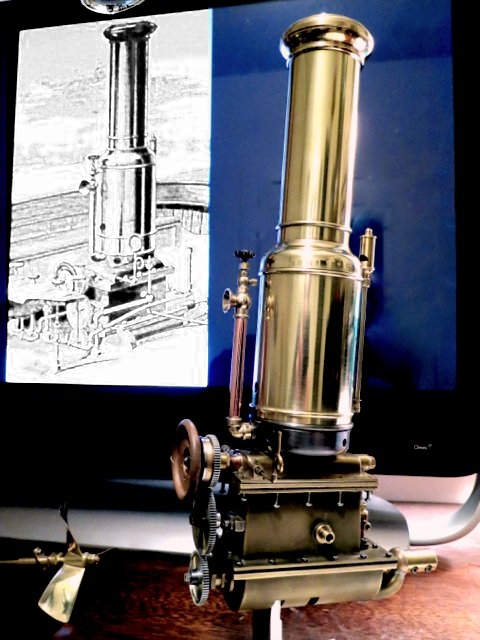
A 2008 picture of the engine before updating. The newer and more authentic version is to the right.


Much (or all) of the lower pipework when completed may be painted black including the large side exhaust pipe shown in the above photo.
might have looked pictured on a bench over a century ago.

(my original inspiration to take up this project)

Here is the new gauge syphon connected to a 3/4 inch Stuart pressure gauge



I may delete some some images from this group to avoid repetition
- I just haven't decided which ones yet...

The full size naphtha engines were raked back 7-10 degrees to provide an appropriate shaft down angle


A view of the shaft driven fuel pump

Onward and inward...
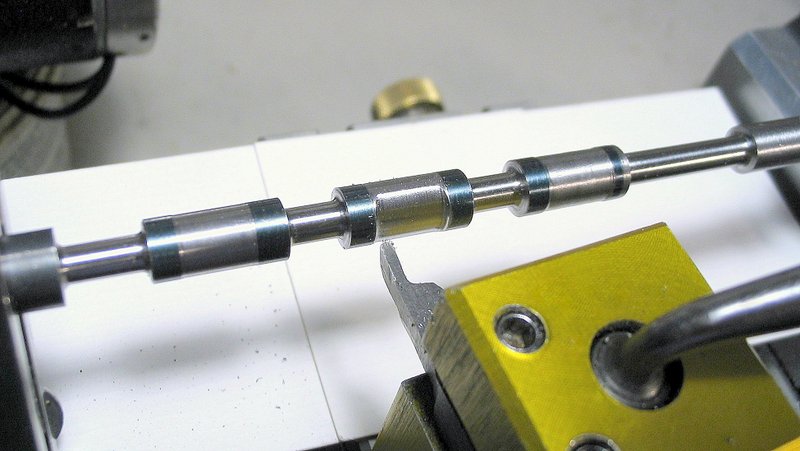
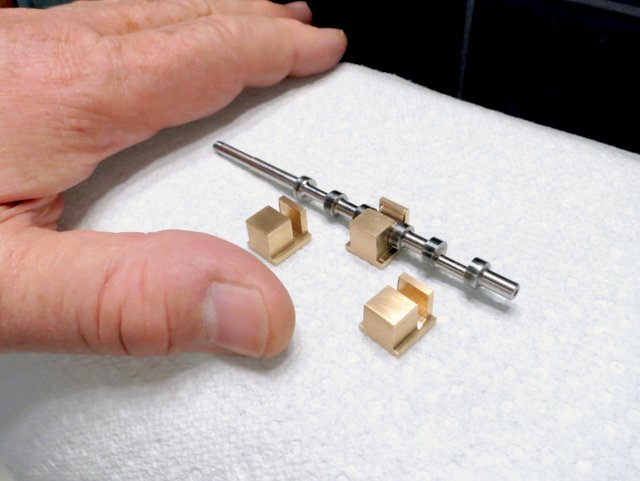
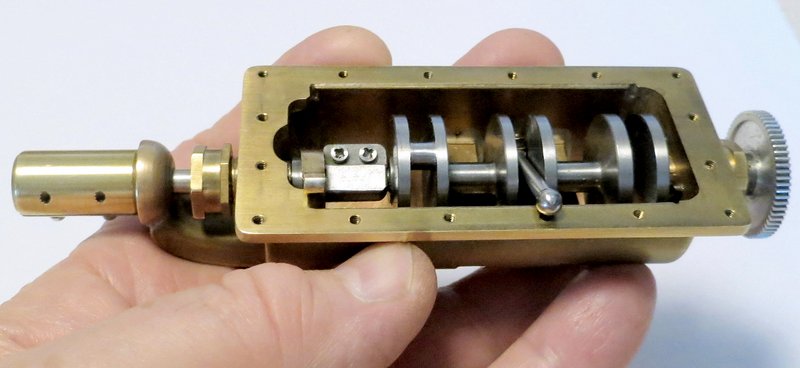
With the summer of 2018 over, things have moved along regarding this model. Previously the main crankshaft, the three cylinders connecting rods, front and rear stuffing boxes, feed pump eccentric and strap were the only inside items completed. Now this most recent work was concentrated on the internal portion of the engine. The much anticipated stumbling block - making the 3-crank valve shaft worked out well by thinking out the procedure in advance and simply following my own rules. The shaft is very small in diameter and each of the cranks is one-half of that diameter. The crank throw is equal to the crank diameters. I turned the valve shaft in one piece between centers on the Taig lathe, taking light cuts with sharp tools. It didn't take long. I have never had much luck with built-up crankshafts in very small sizes and have always found that making them in one piece by eccentric turning is a far more pleasurable experience.
The valve shaft with cranks at 0, 120 and 240 degrees

Here the four main journals have been turned to size and the middle crank is being cut
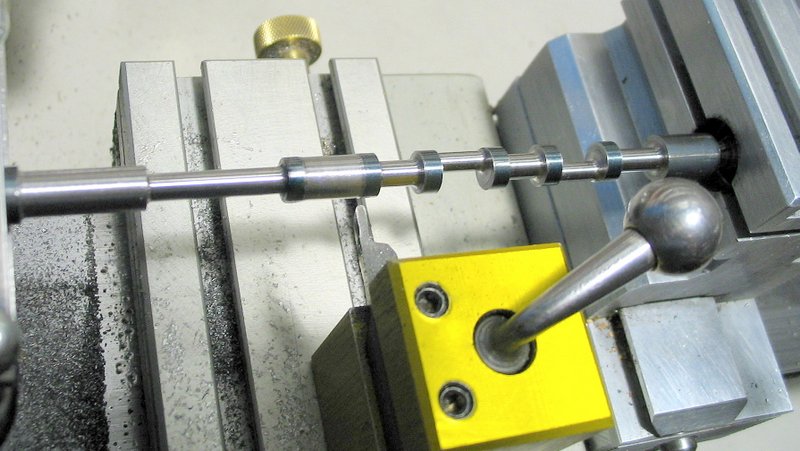
Turning the last crank eccentrically
Scroll down to click and view this VIDEO:
(might be slow to load on a low speed internet connection)
Turning the shaft on a Taig lathe
A stainless steel ball will be held in this center hole at the back end of the shaft to act as an end thrust bearing

I cut a keyseat to accomodate the valve shaft gear


I chose to make the main journals a size larger than the cranks for this diminutive valve shaft
(to add extra rigidity - both during machining and after)

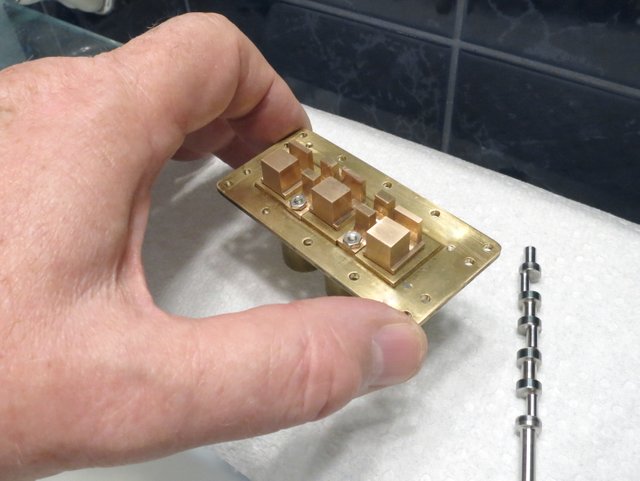
This could be referred to as the valve chest, steam chest, valve cover or slide valve chamber
- it was called the latter in the company's parts list
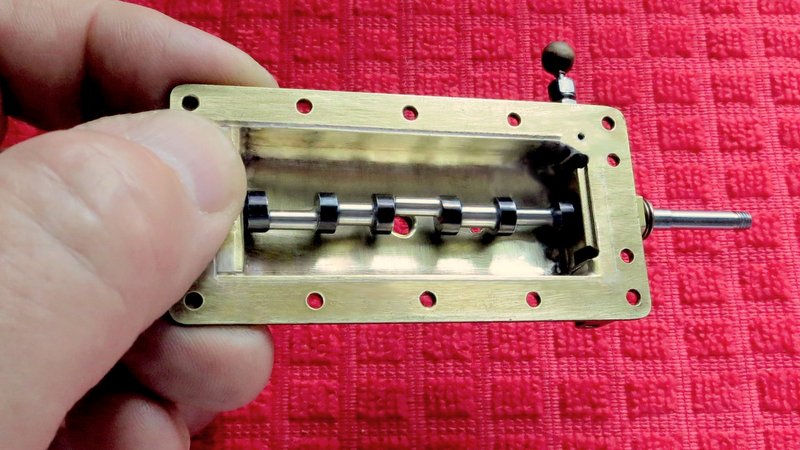
The wooden ball assembly on the top right is the safety valve. It exhausts to the engine's lower chambers through the small hole.
In effect it bypasses the engine directly to the condenser/exhaust system thus limiting engine overspeed.
Slide valve plate with the ports milled (prior to final surface finishing)
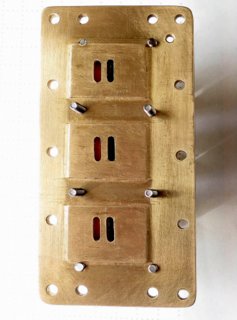
Red ports on the left are exhaust and black ones are intakes
Milling the naphtha vapour passages in the accompanying valve plate required some head scratching and dulled my pencil a few times (not to mention exhausting the batteries in my wireless keyboard). Vertical space in the slide valve chamber is quite limited. Hence it was necessary to mill down the port faces to allow reasonable space above them for the valves and cranks to operate.
(shown here mounted on the underside of the valve plate)

The lower part of above image shows slide valves resting freely on their cranks in the valve chamber
Valve plate showing the three pads where the ports were later milled out
(temporary retainers for valve shaft are still in position in this view)
(temporary black paint missing on top flanges will be resolved during final finishing)
The pitmans (piston rods) were made years ago during initial construction. They have ball ends at the tops but only a screw hole at their lower ends to connect separate big-end bearings. I didn't make these bearings until recently. One is shown in the fourth picture below.
During engine operation the piston rods do not need to be captive on the crank journals either. The pressure is always downward -
even through the dead centers. The full size naphtha engines had light-duty retainers across their open big ends to keep the rods from falling out completely into the crank chamber should the crankshaft be turned over quickly when the engine was not running. However the manufacturer's operation manual cautioned against towing a naphtha launch without making the propeller fast from turning in the water flow.
A piston rod lower end bearing in the making

This bearing is sprung over the crank journal which allows sufficient self-retention
(to remain in position when the engine is turned over without boiler pressure applied)
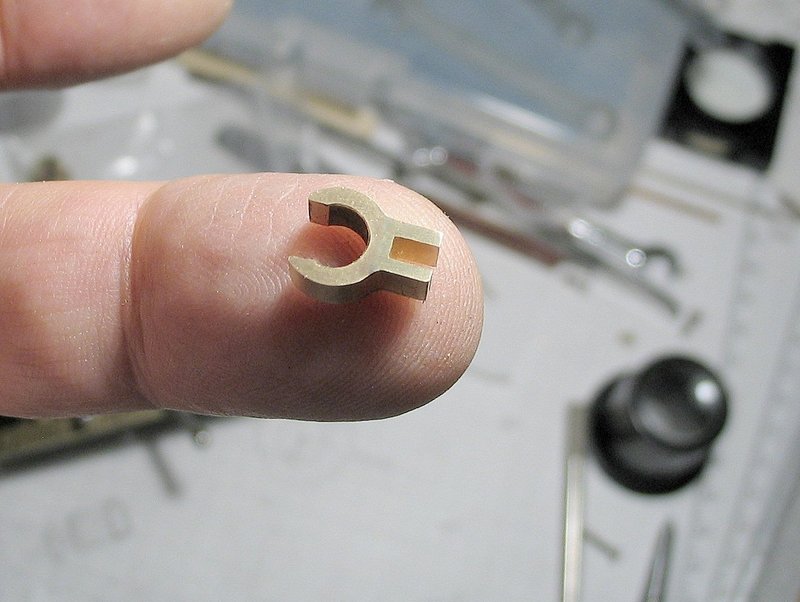
A completed pitman

The three pistons being turned from SAE 660 Bearing Bronze



Fitting the pistons into the cylinders
(prior to forming the bottom cone-shaped recesses)

Another view into the exhaust chamber surrounding the cylinders
from this angle only two of the exhaust ports are visible (in red)

Cone recesses with ball sockets at top to match pitman ball ends

The hemispherical sockets were cut with a 3/16" ball endmill

The three pistons near the tops of the cylinders
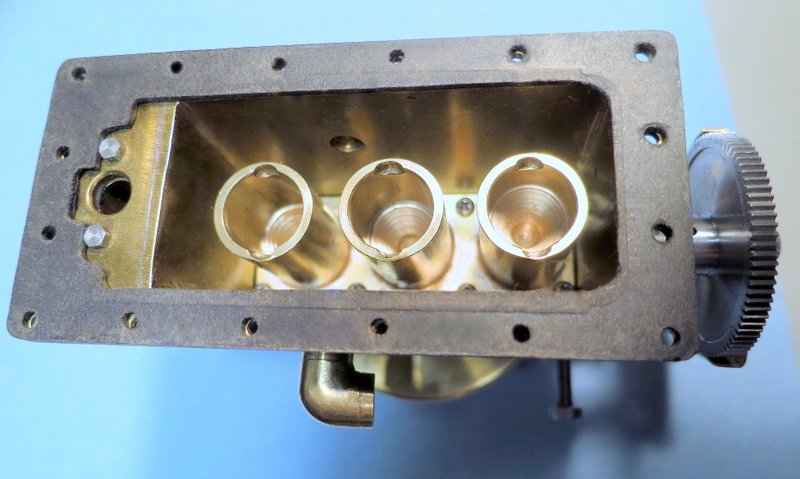
The large hole at the back is the feed pump cylinder
I am happy to report that the engine first ran using compressed air on November 8, 2018. Much experimenting with valve timing was needed and I wanted to be certain that operation in both directions was possible and can say that it runs equally well either way. I intend at present to only to use the forward direction.
The revelations during testing so far are interesting. First, the engine provides the intended amount of power at very low pressure - and I mean low. Given the cylinder volume it puts out a lot of power at about 15 psi. Without applying a heavy load (or a governor) I think that much over 20 psi would cause the engine to run vastly overspeed.
My second discovery was about the amount of power that this engine produces. I didn't really expect much from three single-acting cylinders of 1/2" bore. However I knew that if it were installed in the efficient hull of a typical fantail launch it should be adequate. These hulls are not unlike the underwater portion of a canoe and require only a light push to glide through the water. As a test I filled a bucket and poked the 3-inch vintage scale propeller into the water to see what would happen. The disturbance in the water was vastly greater than I had anticipated. There was water everywhere! - on the floor and all over the compressor (and me). The swirling water in the bucket was - well, you had to be there - it was exciting to say the least.
I wasn't expecting this much output and originally assumed that the boiler/engine combination would be happy at about 60-70 psi. A change would have ramifications regarding the safety valve and pressure gauge. I am not yet familiar with the amount of vapour produced from boiling naphtha in this boiler or the nature of the boiler output regarding the ratio of pressure to volume. If the boiler works best at high pressure with a low volume I will make three new slide valves with extremely tiny intake holes but otherwise identical. This would not be a big job. However it is more likely that the boiler will take kindly to this engine as it presently exists. Only time will tell how this will play out.
Before further experimentation with compressed air is possible I require a stand to hold the engine. This will leave my hands free to operate the compressor, valves and tachometer (and perhaps even a digital camera). I made a good start on this just before the 2018 Christmas season.

The base is a 7" x 4" ( 18 x 10 cm) piece of American Walnut. I milled out a large opening to fit the crankcase, lower timing gear and the propeller shaft coupling, allowing them to hang down partially below the top surface. Two longitudinal engine bearers made of African Iroko straddle the sides of the opening. The rectangular crankcase flange rests upon the bearers along the sides and probably will be held with four small steel brackets. The wooden parts of the base unit have been treated with natural oil.
BACK TO THE NAPHTHA ENGINE HOME PAGE
or
BOILER:
Vapor Generator (naphtha boiler)
Firebox, Burner and Injector Construction
Smokebox Construction
ENGINE:
Exterior Construction (this engine's homepage)
Cylinders, Pistons and Rods
Valve Operating Wheel
Auxiliaries
Crankshaft
Propeller
OR
Back to the ModelEngines.info home page